
Overhead Conveyor
Overhead conveyors elevating your workflow to new heights.
Overhead conveyors turn unused airspace into operational advantage.
An overhead conveyor system – sometimes called inverted or ceiling conveyor – is a smart solution that can free up to 40% of valuable floor space, reduce workplace injuries by 50%, and increase productivity by 30%.
Designed to transport products above the facility floor, these elevated systems optimize space and enhance workflow efficiency by eliminating congestion and streamlining operations.


Keeping your operations above the rest.
Powered by either live roller or chain-driven trolley systems, overhead conveyors handle a broad range of product sizes and weights, making them well suited for automotive, retail, and manufacturing operations.
Their ability to navigate multiple floor levels and tight bends allows them to support complex facility layouts while maintaining smooth, continuous material flow. The result is faster processing, better organization, lower labor requirements, and a scalable material handling solution built for long-term performance.
Resource hub.












Related projects. Proof in action.
See how our team transforms equipment, planning, and integration into high-functioning, automated systems that solve real-world challenges.



Overhead Conveyor FAQ
An overhead conveyor system is a material handling solution designed to transport products above the facility floor, using the unused vertical space within a building to move materials efficiently from one point to another. By lifting product flow off the ground, overhead conveyors reduce floor congestion, improve safety, and free up valuable space for production, storage, and pedestrian traffic.
These systems typically operate using either a chain-driven trolley system or a powered roller mechanism, allowing them to handle a wide range of product sizes and weights. Overhead conveyors are especially effective in facilities with complex layouts, multiple floor levels, or limited floor space, making them a practical and scalable solution for modern manufacturing, warehousing, and distribution environments.
- 40% Space Optimization: By utilizing vertical space, overhead conveyors can free up to 40% of valuable floor area, allowing for more efficient use of your facility.
- 50% Enhanced Safety: Implementing these systems can lead to a 50% reduction in workplace injuries related to manual material handling, creating a safer environment for your team.
- 30% Increased Productivity: Overhead conveyors can boost throughput by up to 30%, ensuring a smoother and faster production process.
- Enhanced Workflow: Facilitates continuous product movement, reducing bottlenecks and ensuring a steady flow through various stages of production.
- Versatility: Capable of navigating complex layouts, including sharp bends, tight spaces, and multiple floor levels, adapting to diverse operational requirements for various product sizes, weights, and shapes.
By reducing labor costs, minimizing product damage, and maximizing floor space, these systems help facilities cut operational expenses while boosting productivity. Their durable, low-maintenance design means fewer costly repairs and downtime, delivering long-term savings that directly impact the bottom line.
- Reduced Labor Costs: Automation decreases the need for manual handling, lowering labor expenses and minimizing human error.
- Lower Maintenance Expenses: Designed for durability, these systems require minimal maintenance, translating to long-term savings.
- Energy Efficiency: Modern overhead conveyors are engineered to be energy-efficient, reducing operational costs associated with power consumption.
Whether your facility requires high-capacity transport, intricate routing, or accumulation capabilities, there’s an overhead solution that fits. Each type is custom engineered to handle specific loads, layouts, and production demands, ensuring seamless integration and maximum efficiency.
- Powered/Live Roller: Allows precise load control, enabling accumulation and segregation of products for complex processes.
- Enclosed Track: Available in round tube for light-duty and box tube for medium-duty tasks, providing protection from contaminants and reducing noise.
- I-Beam Monorail: Ideal for heavy-duty applications, offering robust construction for substantial load-bearing capacity.
- Custom Designs: Overhead conveyor solutions precisely tailored by our experienced engineers to your application.
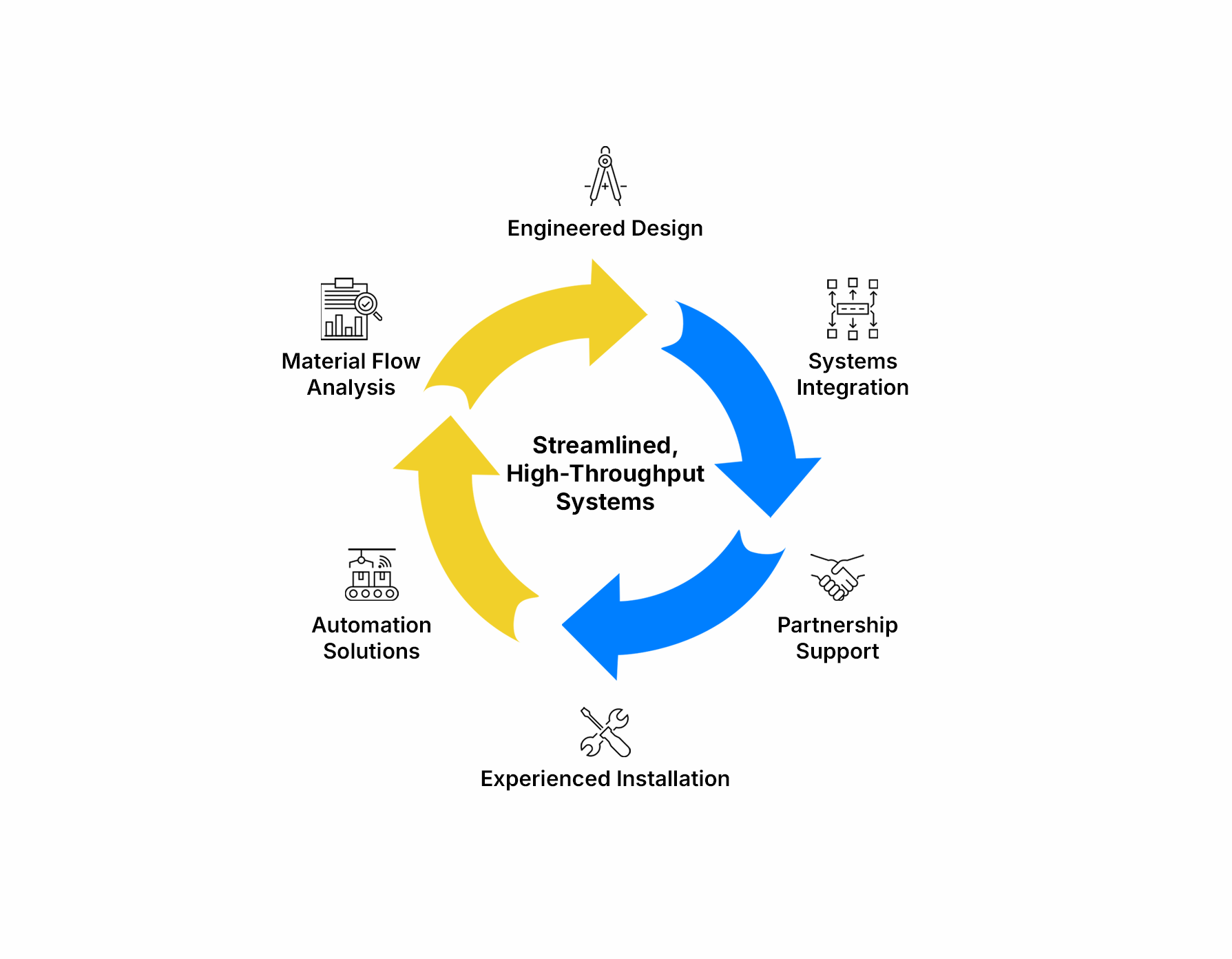
AEC designs and integrates overhead conveyor systems to fit the specific operational needs of each facility. As a full-service material handling and automation integrator, AEC ensures every system aligns seamlessly with existing workflows and broader automation frameworks while accommodating a wide range of product weights, shapes, and sizes.
Through advanced custom configurations, each overhead conveyor solution is engineered to scale with production demands. This future-ready approach keeps operations flexible, maximizes space utilization, and sustains peak productivity as business requirements evolve.
One Partner. Every Solution.
Full-service project management from concept to completion.
Experience the advantage of a single, trusted partner committed to your operational success.
Meet the people shaping the future of logistics.



Let’s solve your challenge.
For over 65 years, we’ve helped our clients solve complex challenges with smart, productivity-driven solutions in automation, material handling, and storage.
Tell us a bit about your project. Our team will follow up within 2 business days to explore how we can help you move faster, operate smarter, and get measurable results.